Welcome toShanghai Tai Ning automation equipment Co., Ltd.official website!

 No. 518 Jin Du Xi Road, Songjiang District, Shanghai
No. 518 Jin Du Xi Road, Songjiang District, Shanghai
In this paper, the market trends of PV welding strip manufacturing are scanned, and the properties of PV welding strip products commonly required by solar panel manufacturers are summarized. These properties include: material composition, size range, straightness, flux coverage thickness, mechanical properties and so on. The traditional tin plating process is compared with the new chemical-free plasma-assisted tin plating process, which has been widely used in the West and is increasingly used in Asia. The output, productivity, efficiency, process control and environmental impact of the two production processes were compared.
PV welding belt
PV The solder tape is a hot dip tin coated copper conductor used in photovoltaic solar panels. There are two kinds of PV belts: interconnect band or bus bar and PV bus bar. In typical silicon solar cells, all two are needed. Thin film solar panels generally need only bus busbars.
The interconnection is directly welded to the silicon crystal to connect the solar cells in the solar panels. The interconnect carries the current generated by the solar cell to the PV bus bar. PV The bus bar is a hot dip tin coated copper conductor mounted around the solar panel. The PV bus connects the interconnect to the junction box.
Market trend of PV welding strip
PV welding strip manufacturing is a growing dynamic sub sector of the PV industry. There are many different types of solar panels and solar cells, requiring different types of PV solder joints (Figure 1). The rapid innovation of PV industry has promoted the continuous changes in the design of solar panels and batteries. This leads to the continuous change of the performance of the PV solder strip. PV tape suppliers are also under persistent price pressures caused by the rapid decline in solar panel prices. 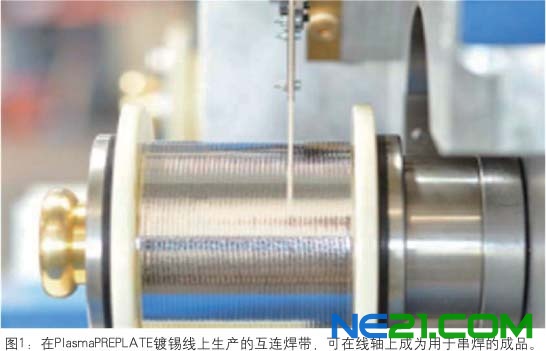
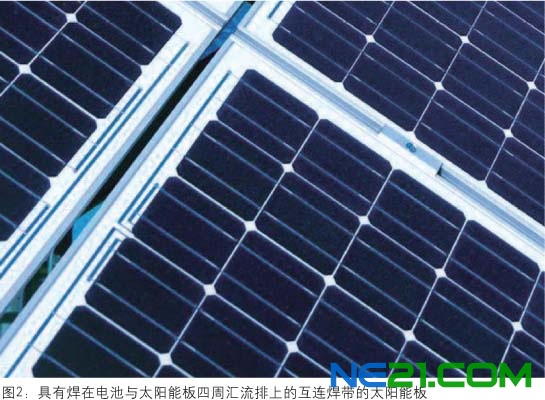
PV welding strip is a key component in solar panels, which is an important factor to improve the efficiency and durability of solar panels (Fig. 2). The high efficiency and durability of solar panels can only be achieved with high quality PV welding strips properly mounted in the solar panels. High quality PV welding strip can also improve the efficiency of solar panels and reduce the reject rate.
In order to ensure high productivity of series welding process, high quality, straight, soft and welds can be used. In the series welding and wiring process, it is also necessary to ensure the precise placement of the PV solder strip. High quality interconnect welding strip will inevitably reduce the downtime and scrap rate of series welding machine. Nowadays, the performance of the high speed series welding machine is more demanding. The three main trends in the performance of PV solder strip are:
(a) The new generation of fully automatic high-output tandem welding machine requires more and more strict tolerance of flux thickness and straightness of welding strip;
(b) the continuously thinned solar cells require lower yield strength of the welded joints (Rp0.2%);
(c) The new solar panel design uses three interconnected strips per cell to replace two strips, reflecting the growing demand for smaller (narrower and thinner) strips. This in turn drives the capacity expansion of precision tin plating production line for small interconnect welding strip.
Performance and requirements of PV welding strip
The conductor or base material in the PV strip is a high conductivity Gao Chuntong (Figure 3). The copper used for PV welding strip is usually ETP or DIP copper or oxygen free copper (OFC:CD-110, CD-101, CD-102).
Copper wires are wound in the rolling mill to produce copper strips, and then tin / flux is plated on the tin plating line. The copper strip produced by some manufacturers instead of copper strip is usually of low quality.

production line) is 3-6mm wide and 0.2-0.5mm thick. For interconnect strips, the size of bare copper strip is 1-3mm wide and 0.08-0.2mm thick.
The tolerance of the copper strip varies with the manufacturer. They mainly depend on the type of rolling mill used, the quality of imported materials and the craft know-how of the manufacturer. The following is a typical tolerance for manufacturers with excellent roll capacity: (a) width tolerance: + 8 m- m + M (b) thickness allowance: + 8 (m-) + 13 (m).
The mechanical properties of PV welding tape usually sought by solar panel makers are:
●Tensile strength: < 250MPa
●Elongation: > 20%
●Camber: < 0.5%[1m long sample on 5mm]
●Yield strength (Rp0.2%):a) hard > 120MPa; b) soft < 80MPa; super soft < 65MPa
The straightness (also known as bending) of the PV welding strip is measured by millimeters away from the straight line on a one meter long sample of the welding strip. The maximum camber is determined by the series welding process. The range is generally between < 8mm/m and < 5mm/m.
There are many different types of flux used in PV welding strip. They depend on the series welding technology developed by solar panel manufacturers and local health and safety standards for solar panel manufacturing. Common flux components include lead-free solder (Sn). 100), lead-containing flux (SnPb 60/40), silver-containing flux (SnAg 96.5/3.5; SnAgCu 96.5/3.0/0.5), lead-silver flux (SnPbAg). 62/36/2), low temperature flux (BiSn 57/43, BiSnAg). 57.7/42/0.3). The flux coverage range is 10 M-40 m and tolerance difference is + 10%- + 30%. The most commonly used flux is 20 micron M 4 m.
There are three ways to measure flux thickness. The X- ray method is an off-line measurement method for single side thickness measurement. The manual micrometer is also an off-line measurement method for measuring the total thickness of the two sides of the covering layer. Laser thickness measuring equipment is often used for on-line measurement, can be used in tin plating production line, used in the PV welding strip production process to measure the total thickness of the cover two sides.
PV tape can also be used to detect the quality of the coating with the naked eye or microscope. There should be no defects, such as stains, debris, dents, discoloration, visible bare copper, pinholes and other mechanical defects covered by flux.
Most of the above performance indicators and corresponding measurement methods are stipulated in the PV welding belt standard introduced in August 2011. These standards can be obtained on the www.semi.org website, including (a) SEMI. PV18-08111 and (b) SEMI PV19-08112.
PV finished on line axis / reel or disc. In Europe, the most commonly used spool for PV welding is DIN. K125, K160, K200 and K250 also use P4 and P10 in Asia.
Key quality parameters of PV welding strip
All of the above PV welding strip performance indicators are important in itself. The type and purity of copper determine the material's electrical conductivity and the maximum softness of the welding tape. The quality of solder joints is affected by flux composition, coating thickness and coating composition, thus affecting the durability of solar panels.
The high elongation of PV welding strip is very important to prevent the solder joint failure between the bus bar and the interconnection welding strip, which may occur due to the elongation/tension caused by temperature oscillation during the operation of solar panels. Solder joints are tested during the lifetime of solar panels (averaging 25 years) due to continuous, sometimes particularly intense temperature oscillations that occur daily during the lifetime of the panels.
The most important two parameters for most PV belt manufacturers are bending and yield strength. Many PV tape manufacturers find it difficult to achieve high levels of flexibility while maintaining straightness. Adequate softness and low camber may mean differences between winning and losing supply contracts. Manufacturers must therefore strive to improve their rolling, annealing, tin plating and material handling technologies to meet the increasing performance requirements of their products.
Key parameters: yield strength
The thermal expansion coefficient of copper is different from that of silicon. The interconnect welding band is welded to the silicon battery at about 200 degrees centigrade. Cooling after series welding will cause bending. This may lead to the destruction of silicon crystal. The low yield strength interconnect welding strip reduces the stress in the silicon battery after series welding, thus reducing the reject rate.
Thinner solar cells are used to promote the lower yield strength (Rp0.2%) requirements for welding. Just a few years ago, 300 micron thick solar cells were also widely used. They can withstand the stress of the welding strip with yield strength less than 120MPa. Nowadays, batteries of 160-180 micron thickness are widely used, and the yield strength of the welding strip matched with them is less than 70 MPa - < 80 MPa. The average battery thickness seems to keep looking down, putting further pressure on tape manufacturers to reduce the yield strength below 65MPa.
In order to reduce the yield strength of PV, the manufacturer should seek improvement in the following aspects:
●Selecting suitable input copper materials
●Choose the right annealing and rolling technology.
●Ensure that the soft soldering belt is handled accurately through the transportation system of tin plating production line.
●Ensure good alignment and precision winding in the tin plating line.

 中文
中文 

